Explore our elite selection of CE and ISO-certified implants, surgical instruments, and power tools designed for clinical excellence.







Tibial intramedullary (IM) nailing represents the gold standard for the treatment of diaphyseal tibial fractures. By acting as an internal splint sharing physiological loads, a tibial nail preserves the periosteal blood supply and allows early weight-bearing. For global procurement directors, choosing a tier-1 manufacturing facility is not merely about managing costs—it is a critical choice directly impacting surgical success, revision rates, and regulatory compliance.
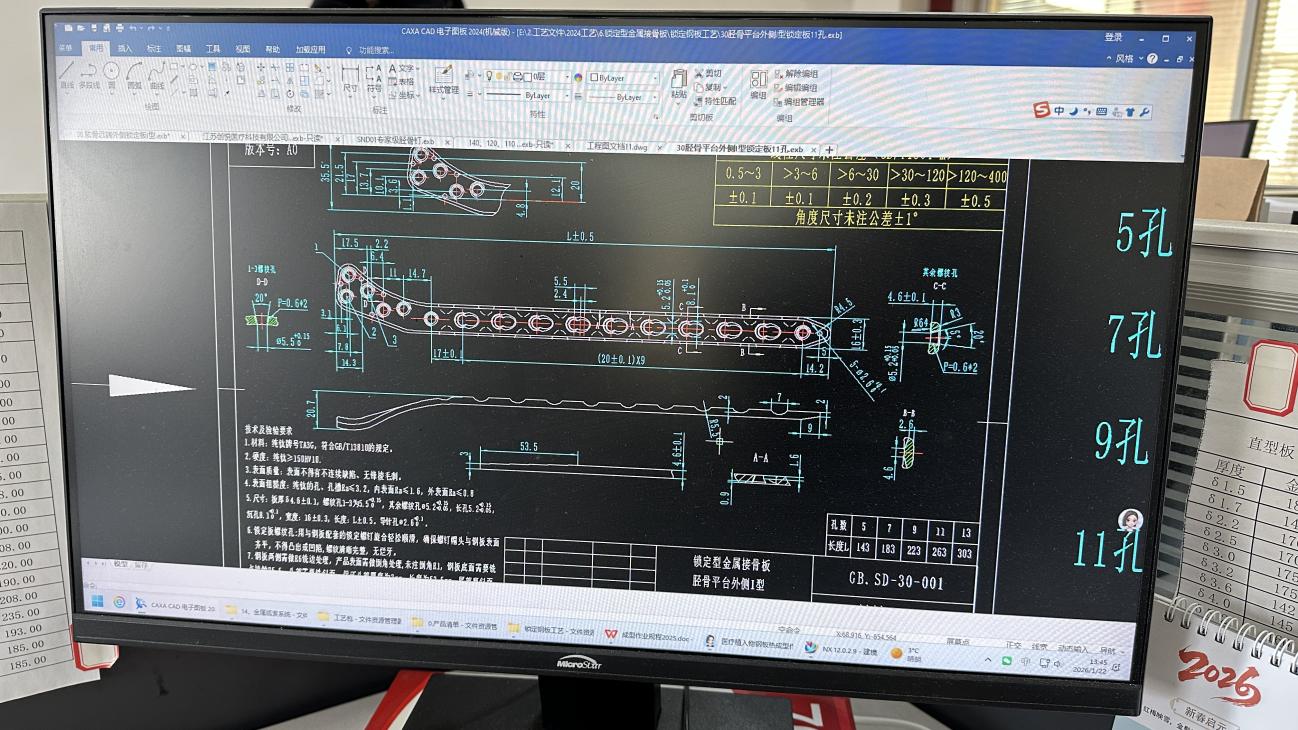
Modern tibial IM systems emphasize anatomical pre-curvature (typically a Herzog bend of 10° to 15°) to facilitate entry without compromising the patellar tendon or articular surface. High-end factories utilize precision multi-axis CNC machines to shape surgical-grade titanium alloys (Ti-6Al-4V ELI / ISO 5832-3) or ultra-tough stainless steels (316LVM / ISO 5832-1) into implants that offer balanced stiffness, mitigating stress-shielding while ensuring high fatigue limit thresholds.
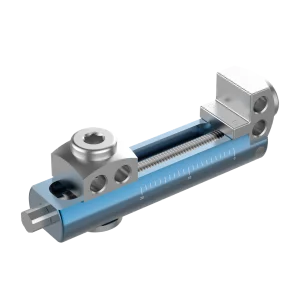
Purchasing agents must evaluate structural aspects like the distal locking configurations (multi-planar distal locking options are mandatory for highly unstable distal third fractures) and proximal dynamic compression slots. These factors define the therapeutic capability of the nail, enabling compression and dynamization according to patient recovery timelines.
A premier Case Study on Advanced Manufacturing Capabilities, Scale, and QA Architecture.
Founded in 2016, Medisplint Orthopedic Instruments Co., Ltd. has established itself as an institutional titan within the orthopedic implant manufacturing sector. Operating from a state-of-the-art facility covering approximately 18,500 square meters, the company integrates design, biomechanical testing, precision CNC machining, and sterile packaging under a singular, audited roof. The enterprise is structured around providing solutions for trauma, spine, and joint reconstruction surgeries.
Medisplint’s global supply model serves over 1,200 supply chain partners, including regional distributors, direct-to-hospital importers, and major OEM/ODM brands across Europe, Southeast Asia, South America, and the Middle East. With 10 years of domestic manufacturing experience and more than 7 years of active export operations, they possess an intimate understanding of regulatory dynamics, including compliance under ISO 13485:2016 and European CE directives.
To sustain an impressive production speed while adhering to zero-defect quality goals, Medisplint deploys a highly specialized department of 42 QC inspectors operating at multiple check-gates: Incoming Quality Control (IQC), In-Process Quality Control (IPQC), and Final Quality Control (FQC). Backed by an engineering group of 85 R&D specialists, the manufacturer introduced 68 new orthopedic implant products over the last calendar year, demonstrating a robust capability to iterate and execute complex design modifications for international medical device distributors.
An inside look at our specialized manufacturing departments and precision testing labs.




















Key evolutionary stages in mechanical optimization and clinical adaptation standards.
To closely match the natural elastic modulus of cortical bone (approx 18 GPa) and prevent stress shielding, manufacturers are testing Carbon-reinforced PEEK implants. This radiolucent compound simplifies intraoperative fluoroscopic checks while offering high fatigue strength.
Advanced implants integrate micro-textured, bio-active coatings like hydroxyapatite (HA) or antibacterial silver-ion interfaces. These designs prevent early post-op osteomyelitis and support swift implant integration, especially in open tibial fractures.
The market is shifting from infrapatellar to suprapatellar approach systems. Keeping the knee in extended alignment reduces anterior knee pain and makes proximal targeting more straightforward. Sourcing platforms must prioritize factories that produce specialized cannula sets for this approach.
For B2B buyers and surgical distributors, managing a stable orthopedic supply chain requires navigating technical, logistics, and legal hurdles. These include raw material price volatility, complex custom clearance requirements, and ensuring that materials are free from manufacturing residues.
| Material Class | Tensile Strength (MPa) | Elastic Modulus (GPa) | Biocompatibility Index |
|---|---|---|---|
| Ti-6Al-4V ELI (Grade 5) | ≥ 860 | 110 | Excellent |
| Pure Titanium (Grade 4) | ≥ 550 | 105 | Excellent |
| Stainless Steel 316LVM | ≥ 740 | 200 | Moderate |
| PEEK (Carbon Reinforced) | ≥ 220 | 18 | Excellent |
A rigorous verification checklist for international buyers auditing orthopedic production plants.
Verify active ISO 13485:2016 system registrations, CE Mark clearances for Class IIb and Class III orthopedic implants, and US FDA 510(k) registrations if exporting to North America.
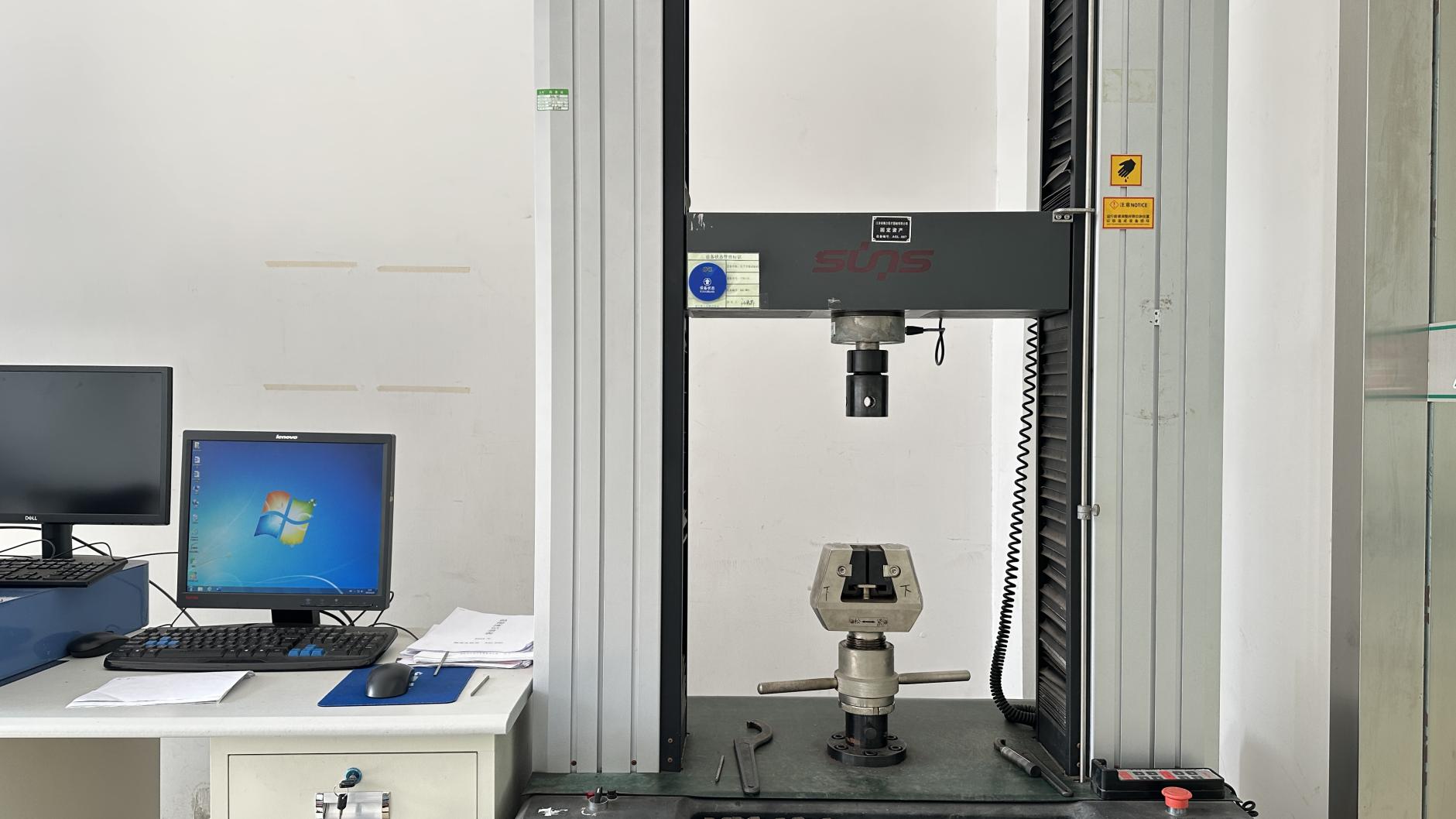
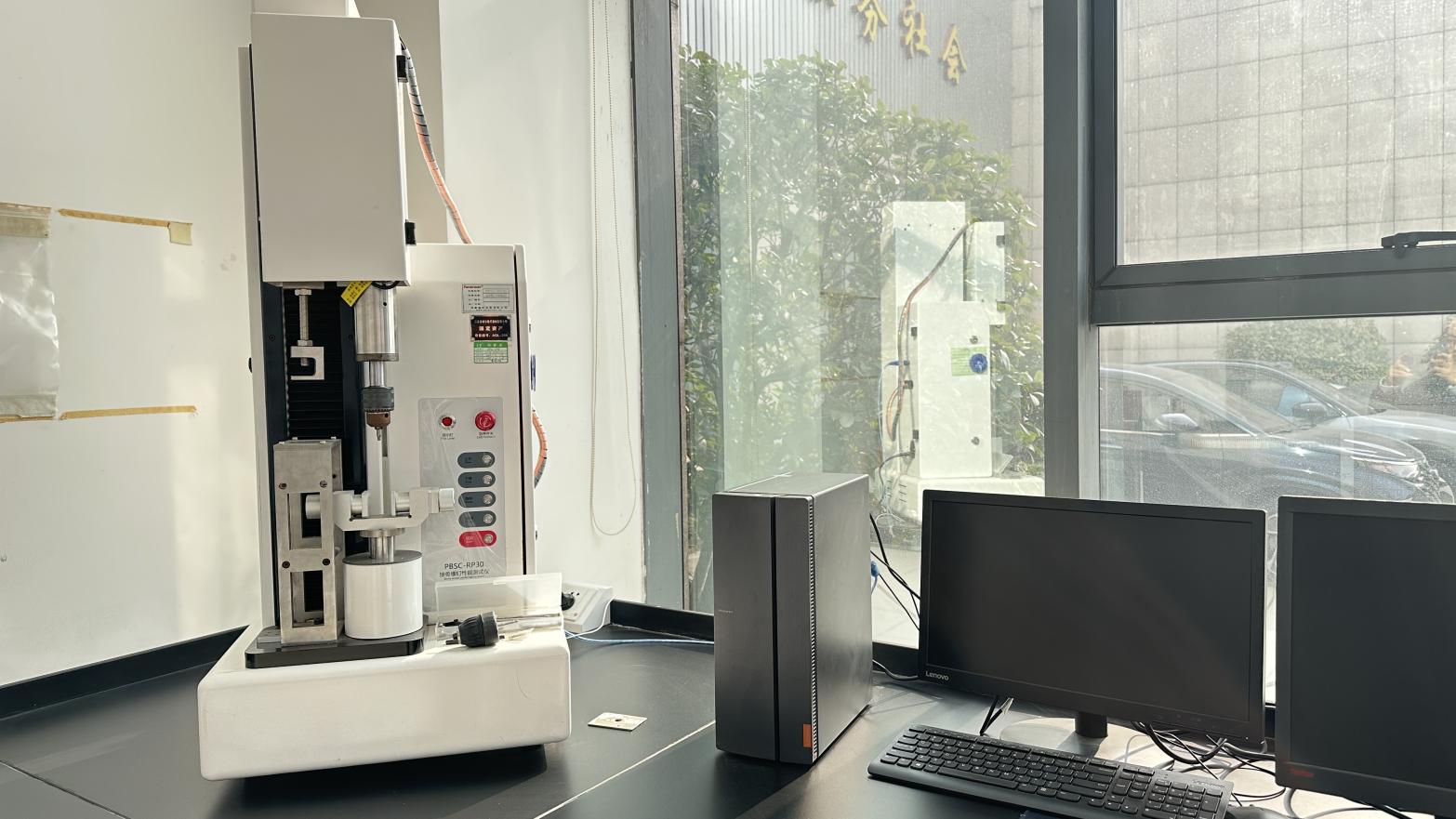
Verify that the factory performs fatigue tests (under ASTM F1264 guidelines) to determine static bending and dynamic fatigue limits before sending implants to market.
Assess cleanroom environments (ISO Class 7 or 8) where final washing, acid passivation, packaging, and sealing occur. This step prevents particulate contamination.
The second half of our specialized B2B orthopedic portfolio, covering bone screws, plate sets, and specialized extractor systems.






The global demand for custom-fit orthopedic implants is rising rapidly. Leading manufacturing hubs are transitioning from offering standard, catalog-only options to providing collaborative, custom design programs. B2B buyers can submit localized anatomical CAD files to receive customized screw pitches and modified nail geometries within short lead times.
Medisplint supports these requirements with a design group of 85 engineers. Their R&D processes utilize Finite Element Analysis (FEA) to evaluate stress concentration zones under simulated biomechanical loads before manufacturing physical prototypes. In the last year, the company successfully introduced 68 new configurations, proving their agility in adjusting design parameters to meet the specifications of orthotropic surgical groups and distributors.
Meeting regulatory standards remains a significant barrier when distributing orthopedic devices across international borders. Manufacturers exporting to European markets must comply with the strict demands of the EU Medical Device Regulation (MDR 2017/745). This system replaces older MDD rules and requires extensive clinical evidence and post-market tracking documentation.
Furthermore, shipping sterile medical devices across borders requires temperature-controlled, shock-resistant protective logistics. Elite manufacturers protect their products using high-integrity, double-barrier Tyvek blister packs. These safeguards prevent contamination risk and maintain sterile conditions throughout long shipping routes by air and sea.
Clear, professional answers to the most common queries from orthopedic buyers and supply chain managers.
Titanium Grade 5 ELI has a significantly lower modulus of elasticity (110 GPa) compared to stainless steel (200 GPa). This closer match to the natural elasticity of cortical bone helps reduce stress shielding, which can lead to bone loss. Additionally, titanium provides superior biocompatibility, better corrosion resistance, and allows for artifact-free MRI imaging, which is critical for post-operative recovery monitoring.
The Herzog bend, typically a 10° to 15° proximal angle, is an anatomical curvature designed to match the entry path through the proximal tibia. It allows surgeons to insert the nail safely through the entry point without damaging the patellar tendon, proximal cartilage, or the main tibial shaft.
ASTM F1264 is the standard testing protocol used to evaluate the mechanical performance of intramedullary fixation devices. It specifies tests for static bending, torsional strength, and fatigue resistance. Compliance ensures the implant can withstand cyclic weight-bearing forces during bone healing without breaking or failing prematurely.
Standard OEM/ODM production runs typically take 45 to 60 days. This timeline allows for initial CAD confirmation, custom CNC programming, machining, cleanroom finishing, sterilization testing, and final quality control checks.
Type II anodization creates a durable, chemically inert oxide layer on the titanium surface. This treatment improves wear resistance, helps prevent friction between the nail and locking screws, reduces the risk of cold welding, and prevents tissue reactions caused by metal ions.
Orthopedic factories operate cleanrooms certified to ISO 14644 standards (typically Class 7 or Class 8). These facilities maintain controlled levels of humidity, temperature, and airborne particulates. The environment is monitored regularly to ensure that finished implants are sealed with minimal particulate levels before sterilization.

