Premium medical power tools, joint replacement prosthetics, and revision instrumentation for worldwide distribution.
A comprehensive analysis of biomechanical engineering, metallurgical specifications, global OEM procurement demands, and regulatory pathways for large fragment osteosynthesis.
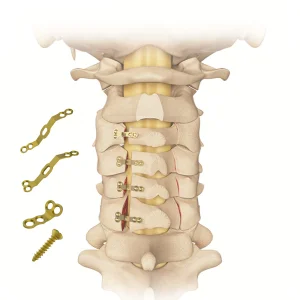
In modern orthopedic trauma surgery, internal fixation of fractures in large bones—specifically the femur, tibia, and humerus—requires implants that can withstand extreme mechanical loads while maintaining biological viability. Custom OEM Large Fragment Locking Plates are engineered to resolve the classic clinical tension between structural stability and biological preservation. Traditional dynamic compression plates rely on friction between the plate and bone surface, which often compromises the periosteal blood supply and increases the risk of bone necrosis and non-union.
Conversely, locking plate constructs operate as internal fixators. Locking screws thread directly into the plate’s Combi-holes, securing the position of the screw relative to the plate. This mechanical interface transfers weight-bearing forces across the construct without compressing the plate against the bone surface, thereby preserving vital periosteal perfusion. For complex, comminuted, or osteoporotic fractures, the utilization of variable-angle (VA) locking mechanisms provides surgeons with the freedom to direct screws away from critical joints and articular surfaces, optimizing pull-out strength in low-density bone structures.
"The shift from absolute rigid stability to biological fixation (relative stability) represents the gold standard in trauma medicine. Modern large fragment locking plate systems represent this balance, reducing recovery times and hardware failures."
Medical-grade metallurgy governs the performance, biocompatibility, and fatigue life of large fragment systems. Contract manufacturers utilize two primary material pathways:
| Mechanical Property | Ti-6Al-4V ELI (ASTM F136) | 316L Stainless Steel (ASTM F138) | Clinical Significance |
|---|---|---|---|
| Modulus of Elasticity (GPa) | 110 - 114 | 190 - 200 | Lower modulus reduces stress shielding, promoting secondary bone healing. |
| Yield Strength (MPa) | ≥ 795 | ≥ 690 | High yield strength prevents permanent deformation under early weight-bearing. |
| Fatigue Limit (Cycles) | Excellent (> 10M cycles) | Good | Ensures implant structural integrity prior to complete bone union. |
| MRI Compatibility | High (Low artifacting) | Low (High distortion) | Crucial for post-operative soft-tissue assessment and imaging clarity. |
B2B procurement departments, hospital networks, and orthopedic distributors are navigating complex supply chains characterized by changing regulatory requirements (e.g., EU MDR transition, FDA 510k audits) and inflationary pressures. Sourcing Custom OEM Large Fragment Locking Plates requires deep validation of the manufacturing partner’s operational capacity, quality assurance standards, and design flexibility.
Global buying groups look for specific core parameters to de-risk their procurement:
A trusted global manufacturer specializing in orthopedic implants, fixation systems, and high-precision surgical instruments.
Founded in 2016, Medisplint has developed steadily with a strong focus on clinical innovation and international expansion. The state-of-the-art facility in China supports fully integrated production, assembly, and quality control operations. With over 7 years of specialized export experience, Medisplint serves hospitals, orthopedic distributors, surgical centers, and OEM/ODM partners across Europe, Southeast Asia, the Middle East, and South America.
Collaborating with over 1,200 supply chain partners, Medisplint guarantees stable production capacity and agile sourcing strategies. To support the fast-evolving orthopedic clinical space, Medisplint launched 68 new products in the past year alone, highlighting a strong commitment to continuous innovation in trauma and joint reconstruction.
Our vertically integrated production lines operate under strict ISO 13485 guidelines, leveraging Swiss and Japanese CNC technology to guarantee micron-level tolerances.




















Next-generation osteosynthesis systems are transitioning from passive fixation to functional, bioactive interfaces.
Standard locking systems restrict screw insertion to a predefined path, which is often suboptimal in complex periarticular or osteoporotic fractures. The development of Variable-Angle Locking Plates allows surgeons to angle screws up to 15 degrees in any direction from the central axis. This provides targeted trajectory options to capture key bone fragments while avoiding joint penetration.
Surface technology plays a key role in clinical outcomes. Medisplint is exploring anodization processes to create structured titanium dioxide layers that enhance osteointegration and reduce bacterial colonization. Additionally, 3D printing of porous structures enables customized macro-porous surfaces that support cellular adhesion.
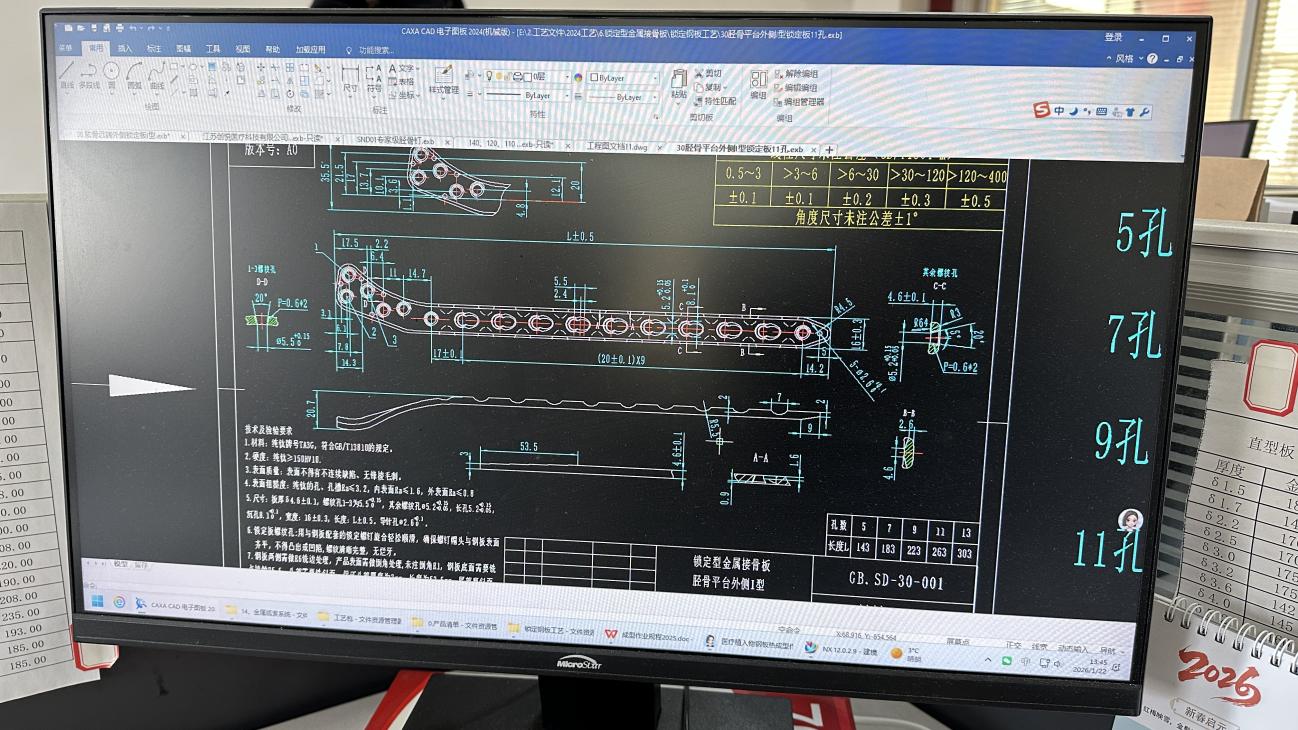
The future of major trauma reconstruction lies in Patient-Specific Implants (PSI). By processing patient CT data through CAD models, manufacturers can customize plates to fit unique anatomical geometries, reducing intraoperative bending, relieving internal stress, and shortening surgical times.
Our facility runs under zero-compromise clinical validation standards, ensuring every batch meets international safety requirements.
At Medisplint, quality control is integrated into every phase of production. Raw materials (titanium and stainless steel) undergo strict incoming inspection, including chemical composition validation and ultrasonic non-destructive testing, to eliminate micro-voids.
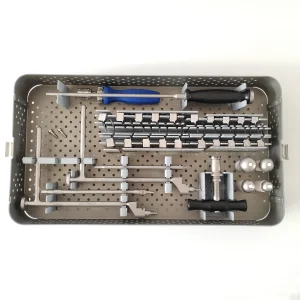
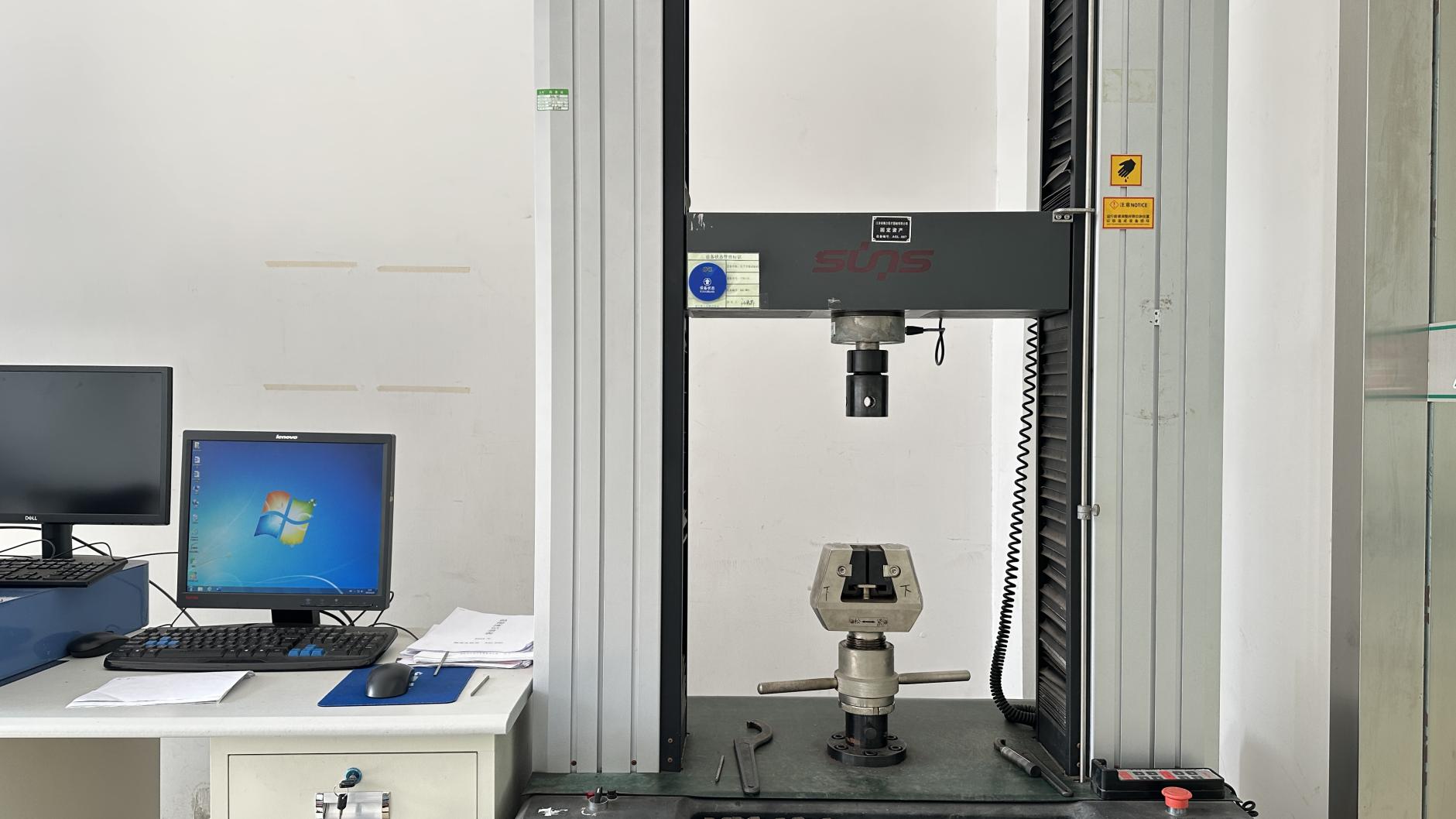
During machining, In-Process Quality Control (IPQC) verifies tolerances using high-resolution optical projectors and 2D coordinate measuring machines. Final inspection utilizes mechanical testers to evaluate fatigue limit, screw insertion torque, and pull-out force, ensuring reliability under load-bearing conditions.
Each implant is laser-marked with a unique batch number, linking directly to its raw material heat cert, production history, and inspection report.
Fatigue and tensile testing platforms confirm our plates withstand over 1 million cycles of physiological loading without failure.
Implants and instruments are prepared for sterile barrier packaging (ISO 11607), ensuring safety in the operating theater.
Comprehensive answers regarding materials, manufacturing standards, and OEM customization capabilities.
We use biocompatible Ti-6Al-4V ELI (Extra Low Interstitial) alloy conforming to ASTM F136 and ISO 5832-3 standards. This material delivers high mechanical strength, fatigue resistance, and low magnetic susceptibility, reducing artifacts under post-operative MRI scans.
To prevent cold-welding (galling) of locking screws within the plate holes, our titanium implants undergo Type II anodization. This creates a hard, low-friction surface layer, facilitating smooth insertion and reliable intraoperative removal during implant revision.
Medisplint operates under a certified ISO 13485:2016 Quality Management System. Our manufacturing processes comply with CE mark directives and FDA guidelines, ensuring smooth regulatory integration for international distribution.
Standard design adaptations and OEM modifications take 4 to 6 weeks, depending on design complexity. Custom tooling, prototyping, and validation protocols (e.g., FEM analysis, mechanical validation) are completed within 8 to 12 weeks from technical blueprint approval.
Premium trauma plates, arthroscopy sutures, spinal fusion cages, and specialized revision instruments.