High-precision orthopedic implants, surgical systems, and joint reconstruction technologies conforming to global regulatory and performance standards.





Understanding the evolutionary transition from anatomical constructs to biomechanically constrained components in severe arthropathy and cuff deficiency.
Reverse Shoulder Arthroplasty (RSA) represents a paradigm shift in reconstructive orthopedics by biomechanically altering the natural anatomy of the shoulder joint. By replacing the anatomical glenoid cavity with a convex hemispherical component (glenosphere) and the humeral head with a concave socket (humeral cup/liner), RSA shifts the center of rotation (CoR) medially and inferiorly. This strategic reconstruction maximizes the mechanical leverage of the deltoid muscle, compensating for non-functional or severely torn rotator cuffs.
By medially offsetting the CoR, the moment arm of the deltoid is lengthened, reducing the force required to abduct the arm. Simultaneously, distalization of the humerus pre-tensions the deltoid fibers, maximizing active stability. Engineers and designers at leading RSA manufacturers focus extensively on calculating the optimal neck-shaft angle (commonly 135° to 145° or 155°) to achieve a delicate balance between stabilizing joint reaction forces and avoiding issues like scapular notching.
Scapular notching is a well-documented complication where the humeral implant contacts the inferior scapular neck during adduction, leading to localized osteolysis. Modern orthopedic designs mitigate this through lateralized glenospheres, eccentric designs, and baseplates with inferior tilt configurations. Sourcing components with precise tolerances and anatomically optimized geometry is vital to minimizing mechanical wear at the bone-implant interface.
An analysis of market dynamics, demographic shifts, and the industrial infrastructure driving global orthopedic implant demand.
The global market for shoulder reconstruction is expanding rapidly, primarily driven by aging populations in North America, Europe, and Asia-Pacific. While anatomical shoulder replacements were previously the standard, RSA now accounts for more than 70% of total shoulder arthroplasties performed in major clinical regions. The expansion is further supported by broader clinical indications, including rotator cuff tear arthropathy, complex proximal humeral fractures, rheumatoid arthritis, and failed anatomical revisions.
Developing implant systems requires sophisticated raw material processing. Industry standards demand titanium alloys (Ti-6Al-4V ELI) for humeral stems and glenoid baseplates, cobalt-chromium-molybdenum (Co-Cr-Mo) or high-grade ceramics for glenosphere heads, and Ultra-High Molecular Weight Polyethylene (UHMWPE) or highly cross-linked polyethylene (XLPE) for articular liners. Advanced manufacturing facilities utilize multi-axis CNC machines and cleanroom packaging facilities to ensure biocompatibility and long-term durability.
An inside look at a professional manufacturer specializing in orthopedic implants, fixation systems, and surgical reconstruction solutions.
Medisplint Orthopedic Instruments Co., Ltd. is a professional manufacturer specializing in orthopedic implants, fixation systems, and surgical instruments for trauma, spine, and joint reconstruction.
Founded in 2016, the company has developed steadily with a strong focus on innovation and international expansion. The facility covers approximately 18,500㎡, supporting integrated production, assembly, and quality control operations.
With an annual export revenue of around USD 12 million, Medisplint has over 7 years of export experience and 10 years of overall industry experience in orthopedic medical device manufacturing.
Medisplint operates under strict quality assurance systems including ISO 13485 certification and CE compliance. Quality inspection methods include incoming material inspection, in-process quality control (IPQC), final product inspection (FQC), and third-party laboratory testing. The quality control department consists of 42 dedicated inspectors ensuring product safety, precision, and compliance with international standards.
With a strong global trade background, Medisplint primarily serves markets in Europe, Southeast Asia, the Middle East, and South America. The company collaborates with over 1,200 supply chain partners, supporting stable production capacity and flexible sourcing strategies. Its main customer types include hospitals, orthopedic distributors, surgical centers, and OEM/ODM partners.
Medisplint maintains strong R&D capabilities with approximately 85 engineering and development specialists, offering customization options such as private labeling, design modification, and full OEM/ODM solutions. In the past year, the company launched 68 new products, reflecting its continuous commitment to innovation and advancement in orthopedic solutions.
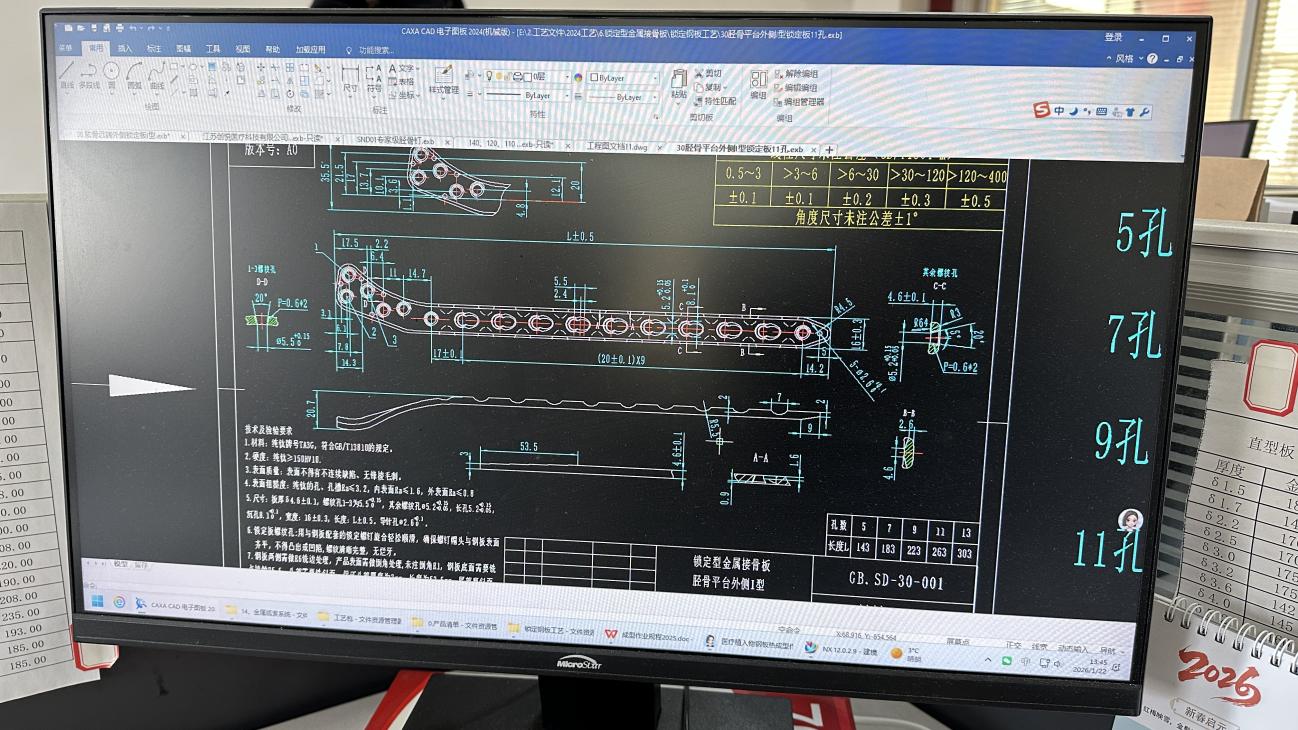
The manufacturing process at Medisplint is highly integrated, tracking raw materials through machining, quality control, packaging, and final warehouse storage.








Precision is key to manufacturing highly reliable orthopedic implants. Below is the primary machinery utilized in the fabrication process.






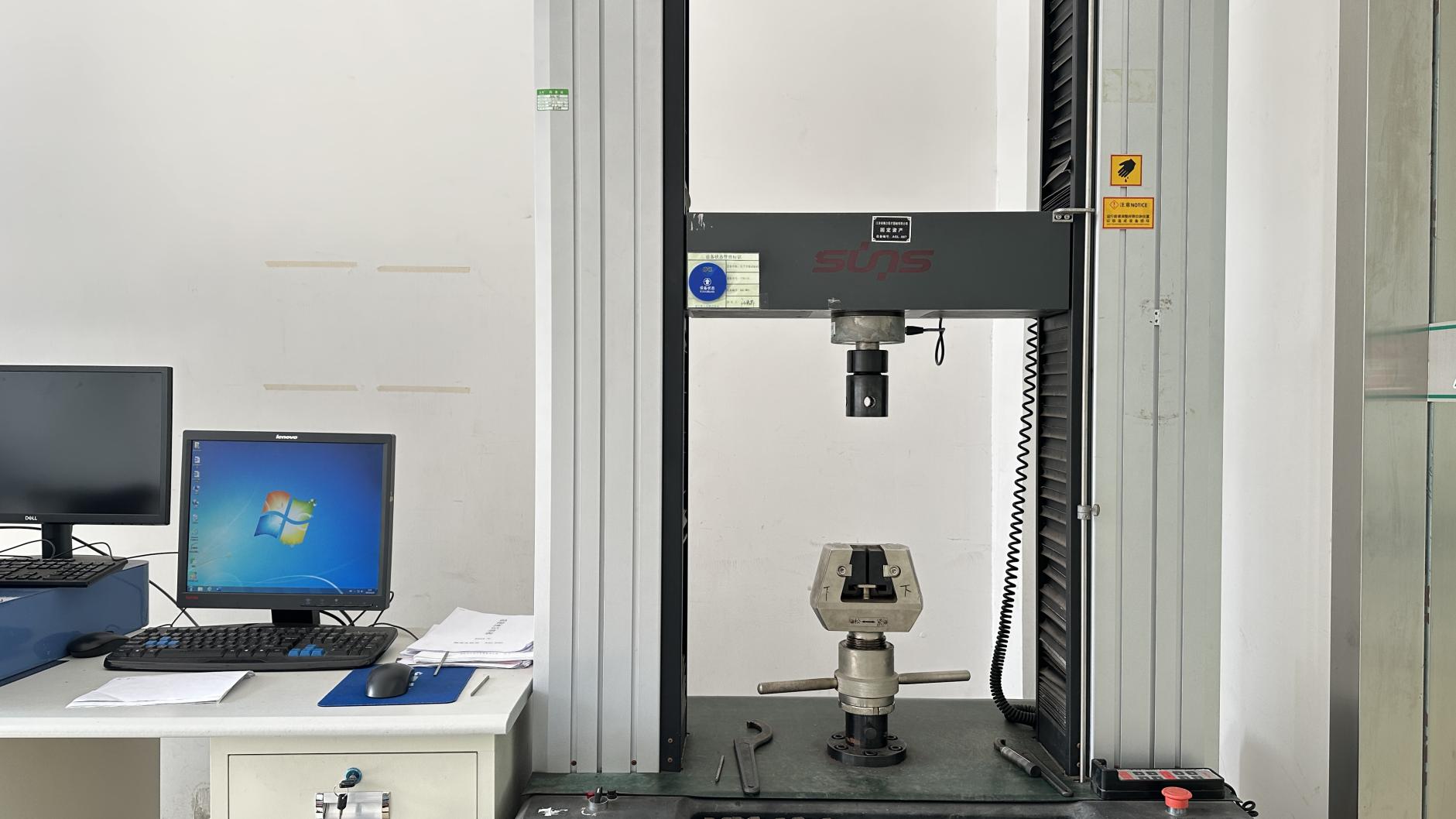
Quality and stability are verified through in-house labs equipped with advanced testing systems, supporting structural mechanics and performance validation.






How Chinese manufacturers combine vertical integration, technological clusters, and efficient logistics to support global healthcare networks.
China's orthopedic manufacturing industry relies on comprehensive industrial clusters, notably in Jiangsu (Changzhou/Suzhou), Zhejiang, and Shanghai. These clusters bring together raw material suppliers, surface treatment specialists, sterilizers, and logistics providers within a small geographical area. This proximity reduces transit times for intermediate manufacturing steps, lowering production lead times compared to fragmented supply lines.
Modern Chinese facilities integrate design, raw material sourcing, CNC machining, chemical processing, cleanroom assembly, and laboratory validation. This reduces dependency on third-party contractors and minimizes quality variation across production lots, while allowing for cost efficiencies that are passed on to global buyers and healthcare systems.
Leveraging deep supply networks, Chinese manufacturers can adjust production capacity to meet changing demand. Whether producing standardized traumatic fracture plates or specialized, patient-specific reverse shoulder components, the domestic supply network supports rapid scaling without compromising quality controls.
Key developments shaping the next generation of joint reconstruction implants and surgical technologies.
Electron Beam Melting (EBM) and Direct Metal Laser Sintering (DMLS) are standardizing the production of porous titanium constructs. These 3D-printed surfaces mimic trabecular bone geometry, promoting rapid osseointegration and stabilizing the glenoid baseplate without relying solely on bone cement.
To reduce long-term wear and potential osteolysis, implant manufacturers are incorporating antioxidant-stabilized polymers. Blending Vitamin E with UHMWPE neutralizes free radicals, improving oxidation resistance and preserving mechanical properties over time.
Using preoperative CT scans, software platforms allow surgeons to plan the ideal implant size, position, and orientation. Patient-specific instrumentation (PSI) and custom-milled guides translate these plans into the operating room, helping to optimize baseplate placement and tilt.
Ensuring patient safety and operational compliance through rigorous adherence to global regulatory frameworks.
ISO 13485 defines the standard for medical device quality management systems. It requires rigorous control of cleanroom environment standards, trace records for implant materials, and documented verification of validation processes.
European markets operate under the Medical Device Regulation (MDR 2017/745), requiring detailed clinical evaluations, post-market surveillance, and unique device identification (UDI) to track components through the supply chain.
For US market entry, manufacturers demonstrate substantial equivalence to legally marketed predicate devices. This involves mechanical testing, including fatigue testing of baseplates and wear characterization of polymer inserts.
Addressing key technical, regulatory, and commercial questions for sourcing professionals and clinical engineers.
An anatomical implant replicates the natural structure of the shoulder, featuring a ball component on the humerus and a socket component on the glenoid. In contrast, a reverse shoulder implant reverses this anatomy, placing the hemispherical glenosphere on the shoulder blade and the concave humeral cup on the upper arm bone. This design relies on the deltoid muscle to lift the arm, bypassing non-functional or severely damaged rotator cuff muscles.
RSA systems utilize biocompatible materials configured for load-bearing applications. The humeral stem and glenoid baseplate are typically machined from high-strength titanium alloy (Ti6Al4V ELI) or cobalt-chrome alloy. The glenosphere is made of cobalt-chromium-molybdenum (CoCrMo) or ceramics to minimize articulation friction. The humeral liner is produced from Ultra-High Molecular Weight Polyethylene (UHMWPE) or highly cross-linked polyethylene (XLPE), often infused with antioxidants like Vitamin E to mitigate wear.
Quality control testing includes static and dynamic testing. Humeral stems and glenoid baseplates undergo fatigue testing according to ASTM and ISO standards (e.g., ASTM F2028 for glenoid dynamic looseness evaluation). Additional evaluations include tensile strength testing, surface roughness profiling (Ra values), 2D optical dimension checking, and coordination validation using CMM equipment.
Exporting to international markets requires a registered Quality Management System (QMS) compliant with ISO 13485. Depending on the target region, manufacturers must obtain CE Certification under the European Union MDR (Medical Device Regulation), FDA 510(k) Clearance for the United States, or local approvals such as NMPA Class III registration in China.
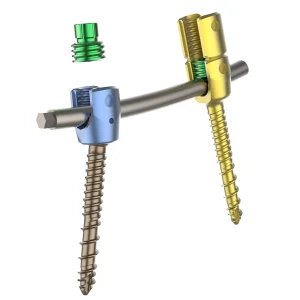
Precision instrumentation and implant hardware supporting reconstructive surgery and surgical workflows.